「ナノサイズ3Dプリンタ」でマイクロサイズの工場も実現できるか:5分で分かる最新キーワード解説(2/3 ページ)
どんな用途が期待できるのか?
現在、2光子重合方式のSLA(光造形)3Dプリンタで100ナノメートルの分解能を持つ製品が登場したが、エバネッセント光造形技術は露光方式が全く違う。
一般的な2光子重合方式のSLA 3Dプリンタではレーザー光を点に集中して三次元的に走査させるのだが、エバネッセント光造形技術では面を一度に造形できるため、造形時間が短くて済み、積層厚さの誤差は10ナノメートル以下と精度が高い。つまり大きな面積に超微細な凹凸を正確に形成して、表面機能を思いのままに作り込める。ここに新しい用途がありそうだ。
例えば、ディスプレイ画面の表面に使えば反射を全ての波長で抑え込んで見やすくできる。また、太陽光発電パネルに応用すれば、反射をなくして効率的に電力を生み出せる。さらには窓の光の入射をコントロールし、日差しの角度を変えて室内を明るくすることも考えられる。
この他、表面加工の精度が厳しく要求される部品には絶好の加工技術となる可能性がある。製品1つ1つをエバネッセント光造形技術で生産することはコスト面でも時間面でも難しいが、「型」の製作には好適だ。型を利用した大量生産を前提にすれば、産業応用はそう遠い話ではないと思われる。
エバネッセント光とは?
エバネッセント光は、屈折率の異なる2種の媒質(ガラスなど)の界面で光が全反射した時に、低屈折率の媒質の方に「にじみ出る」光のことだ(図4)。
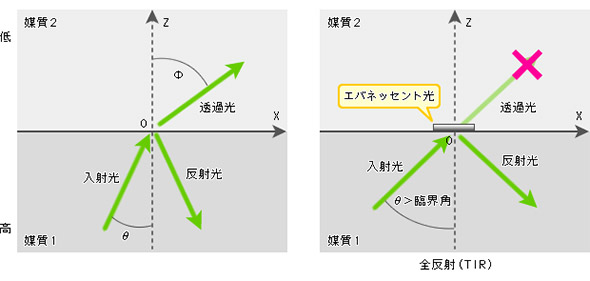 図4 エバネッセント光のイメージ(出典:東京大学先端科学技術研究センター 高橋研究室)
図4 エバネッセント光のイメージ(出典:東京大学先端科学技術研究センター 高橋研究室)この光は入射した光の波長以下の厚みでにじみ出て、それ以上には伝搬することがない特殊なものだ。これに対して遠くまで伝搬する「普通の」光は伝搬光と呼ばれる。
当初の実験では、光源波長を488ナノメートル、低屈折率媒質の屈折率を1.49、高屈折率媒質の屈折率を1.78とした場合、70度の角度で光を入射させると約100ナノメートルの厚みでエバネッセント光がにじみ出た。入射角度を大きくすれば、もっと薄い光の層を作ることができるし、臨界角度に近づけて小さくするとさらに厚い層ができる。
エバネッセント光でどうやって造形するのか?
従来の光造形3Dプリンタはエバネッセント光ではなく伝搬光を利用するので、厚みは一般的には1マイクロメートル以上になるが、エバネッセント光を利用すると1層の厚みをずっと薄くできる。図5は造形物を下から形成(光硬化樹脂を硬化)するる様子を示している。造形物は、上から引っ張られて1層ずつ下から積層する。
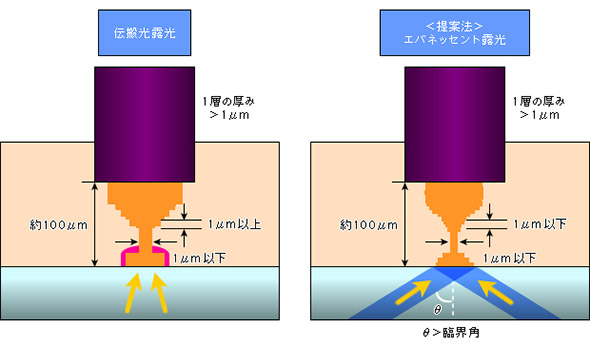 図5 エバネッセント露光法の特徴(出典:東京大学先端科学技術研究センター 高橋研究室)
図5 エバネッセント露光法の特徴(出典:東京大学先端科学技術研究センター 高橋研究室)図6は、最初の積層実験のプロセスの模式図だ。まず、伝搬光を利用してベースを2段階に造形した上で、エバネッセント光で400ナノメートルの厚みで造形したケースである。このようなプロセスで積層を仕上げた一例を図7に示す。仕組みそのものは、従来の3Dプリンタに類似したところが多いので理解しやすいだろう。
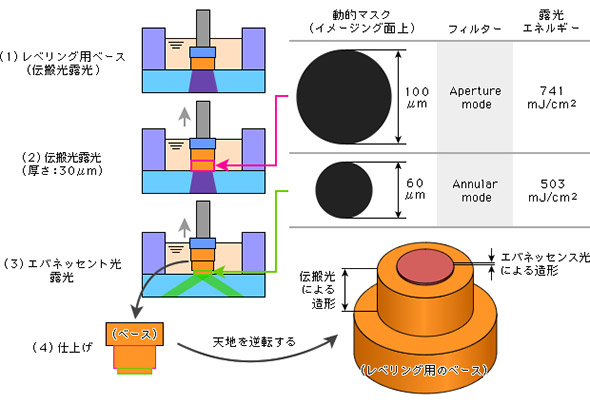 図6 最初の積層実践の例(出典:東京大学先端科学技術研究センター 高橋研究室)
図6 最初の積層実践の例(出典:東京大学先端科学技術研究センター 高橋研究室)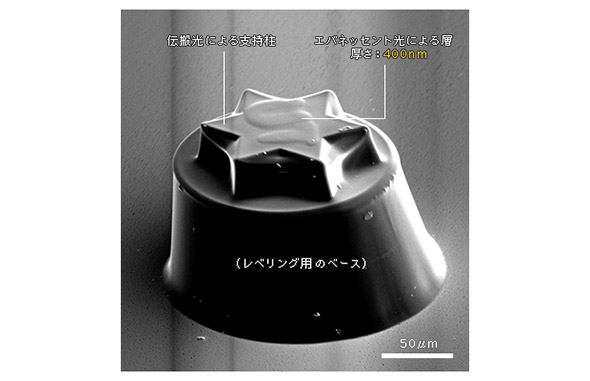 図7 積層結果の例(出典:東京大学先端科学技術研究センター 高橋研究室)
図7 積層結果の例(出典:東京大学先端科学技術研究センター 高橋研究室)Copyright © ITmedia, Inc. All Rights Reserved.
製品カタログや技術資料、導入事例など、IT導入の課題解決に役立つ資料を簡単に入手できます。
- Excelの10万行データを3分でAIに処理させる、M365 Copilotの使い方
- タダで使える国会図書館の文字起こしツール、汚い手書き文字で精度をガチ検証
- 舞鶴市「脱Windows」で6億円削減 1人1日82分を時短したGoogleツールの使い方
- 「前任者が不在」でも大丈夫 PCログからAIがマニュアルを自動作成する時代へ
- 手作業で消耗する人とそうでない人の差 全員がAIを「当たり前に使う職場」の作り方
- 中小企業の採用から勤怠・経費管理まで バラバラのSaaSからまとめてAIがデータ分析
- 2027年、IT資格はこう変わる 新試験の変更ポイントと未経験からの受験体験記
- Geminiで「AIを使いたい現場」と「ダメと言う会社」のギャップを埋める方法
- GitHubの解説読んだだけなのに……まさかのトロイの木馬に感染、一体なんで?:885th Lap
- なぜ法務からAI導入を始めたのか KDDIアイレットが専用SaaSではなく生成AIを選んだ理由
アイティメディアからのお知らせ
![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。